

Az alumíniumhegesztés sajátosságai
Az alumínium és ötvözeteinek felhasználása folyamatosan és az acéloknál nagyobb mértékben növekszik.
Ennek eredménye, hogy sok korábban csak acélt feldolgozó üzem – részben vagy egészben – átáll(t) alumíniumra, vagy erre a célra új üzemet hoz létre.
Mivel a gyártási folyamat, az alkalmazott fogalmak csak kis mértékben térnek el egymástól az alumínium és az acél hegesztéssel való feldolgozásakor – pedig tulajdonságaik jó része egymással ellentétes – az alumínium hegesztési műveleteinél sokszor alapvető hibákat vétenek, ami drága után munkálást, selejtet, és határidő csúszást okoz.
Ezen különbségek ismerete a jó minőségű termékek előállításának elengedhetetlen feltétele.
Hegesztőanyagok
Az MSZ EN ISO 18273.2004 foglalja össze az alumínium és ötvözeteinek hegesztéséhez használt tömör huzalokkal és pálcákkal szembeni követelményeket, osztályba sorolásukat. Lényegében ez a szabvány az egyes huzalok kémiai összetételét határozza meg. Az ISO 544 a hegesztőanyagok műszaki szállítási feltételeit, mint a termék fajtáját, méretét, méret tűrését, jelölését rögzíti. Sok szempontból a szabvány túl általános. Az alumíniumhegesztés pedig érzékenyebb a hegesztőanyag tulajdonságaira, mint az acélhegesztés.
A hegesztőanyagok fontosabb tulajdonságai: állandó minőség, kémiai összetétel, tisztaság, tekercselés, dressur (a lecsévélt huzal szabadon felvett átmérője síkfelületen), keménység, siklási tulajdonságok és átmérő tűrés. A nagyobb gyártók mindent megtesznek az egyes tulajdonságok mérhetővé tételéért, a tulajdonságok állandóságáért. Egyes tulajdonságok még mindig nem mérhetőek, vagy változásaik okai nem teljesen ismertek. Ezért a MIG WELD az alapanyagok és a gyártási folyamatok állandóságára is rendkívüli figyelmet fordít.
Az átmérő tűrése
| Átmérő | Keresztmetszet | ||
|---|---|---|---|
| [mm] | eltérés | [mm2] | eltérés |
| 1,21 | 0,83% | 1,15 | 1,65% |
| 1,20 | 0,00% | 1,13 | 0,00% |
| 1,18 | 1,67% | 1,09 | 3,31% |
| 1,16 | 3,33% | 1,06 | 6,56% |
A szabvány az átmérő tűrésére 1,2 mm-es huzalnál +0,01/-0,04 mm-t enged meg. A teljes tűrésmező kihasználása az 1. táblázat szerint a huzalkeresztmetszet nagyobb, mint 8 százalékos változásához vezet, amely maga után vonja – az azonos hegesztési folyamat érdekében – a huzalelőtolási sebesség azonos mértékű változtatásának a szükségét. Ezért a MIG WELD ennek a tűrésmezőnek csak a vastagon szedett, szűkebb hányadát használja ki.
Felületi tisztaság
A huzal felületi tisztaságát a huzal többszöri hántolásával érik el. A fémtiszta alumínium siklási tulajdonságai nagyon rosszak, ezért egy optimális kompromisszumot kell elérni a jobb siklási tulajdonságok és a még lehető legnagyobb felületi tisztaság között. Ez a megoldás természetesen minden gyártó titkos “receptje”. A felületi szennyeződések nemcsak a gyártási folyamatból származhatnak, hanem a tárolás hibáiból is és a nem tisztított előtoló berendezés is szennyezheti a huzal felületét. A felületi szennyeződések az alumíniumnál a hidrogén okozta rendkívüli problémák miatt – ellentétben a legtöbb fémmel – nagyobb jelentőséggel bírnak és a gyakorlatban sokszor jelentős nehézségeket okoznak.
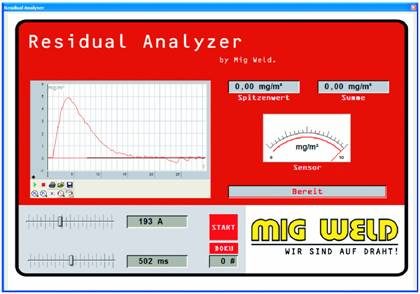
A MIG WELD sokat foglalkozott a felület minőségének gyors és a helyszínen történő minősítésének a kérdésével, és erre a célra kifejlesztette a visszamaradó anyagok mérőeszközét (Rückstandanalyzator). – 1.ábra –
A berendezés úgy működik, hogy egy fokozatmentesen beállítható inverteres áramforrás segítségével a két végén befogott, ca 250 mm-es huzalt éppen az olvadáspont alá hevít. Ennek köszönhetően a felületen lévő szennyeződések elgőzölögnek és egy speciális berendezés ezt elszívja és annak mennyiségét megméri. A mérés eredménye grafikusan és numerikusan is egy számítógéppel kiértékelésre és a berendezés monitorján kijelzésre kerül.
Így a berendezéssel a hegesztés helyszínén, nagyon gyorsan eldönthető, hogy a fellépő problémák, például porozitás a huzal nem kielégítő felületi tisztasága miatt van-e.
Alumínium hegesztőanyag kiválasztásához tanácsra van szüksége?
Segítünk megtalálni a pont megfelelő megoldást!
Alkalmazástechnikai szempontok az alumínium védőgázos hegesztéséhez
Az alumínium és az acél fizikai tulajdonságainak különbségei (2. táblázat)- mint azt a bevezetőben is említettük – jelentős eltéréseket okoznak az ömlesztő hegesztés folyamatában, ezért az alumíniumnál néhány speciális következményre különösen figyelni kell.
Tulajdonságok |
Mértékegység |
Al |
Fe |
Viszony |
|---|---|---|---|---|
| Atomsúly | [g/Mol] | 26,98 | 55,84 | ~ 1 a 2-höz |
| Kristályrács | lapközepes köbös | térközepes köbös | ||
| Sűrűség | [g/cm3] | 2,7 | 7,87 | ~ 1 a 3-hoz |
| Rugalmassági modulusz | [Gpa] | 67 | 210 | ~ 1 a 3-hoz |
| Hőtágulási együttható | [1/K] | 24 • 10-6 | 12 • 10-6 | ~ 2 az 1-hez |
| Rp0,2 | [MPa] | ~ 10 | ~ 100 | ~ 1 a 10-hez |
| Szakítószilárdság Rm | [MPa/] | ~ 50 | ~ 200 | ~ 1 a 4-hez |
| Fajhő | [J/kg•K] | ~ 890 | ~ 460 | ~ 2 az 1-hez |
| Olvadási hő | [J/g] | ~ 390 | ~ 272 | ~ 1,5az 1-hez |
| Olvadáspont | [°C] | 660 | 1536 | ~ 1 a 2,5-hez |
| Hővezető képesség | [W/m•K] | 235 | 75 | ~ 3 az 1-hez |
| Elektromos vezető képesség | [m/Ω•mm2] | 38 | ~ 10 | ~ 4 az 1-hez |
| Oxidok | Al2O3 | FeO / Fe2O3 / Fe3O4 | ||
| az oxidok olvadáspontja | [°C] | 2050 | 1400 / 1455 / 1600 | acélnál hasonló, alumíniumnál ca. háromszorosa |
| az oxidok sűrűsége | [g/cm3] | 3,89 | 5,7 / 5,24 / » 5,0 | Fe-oxid könnyebb mint a fém; az Al-oxid nehezebb |
Egyes tulajdonságoknak, mint például a sűrűség, szilárdság csak konstrukciós szempontból van jelentősége, hegesztés technikailag nincs.
Az alumínium jó elektromos vezetőképessége ívgyújtási problémákat, a nagyon jó hővezető képessége a varrat kezdésekkor kötéshibákat okozhat. A jó hővezető képességből adódóan a befogókészülék erősen felmelegedhet, ami méreteltérésekhez vezethet, ezért stabilabb készülék, vagy a készülék hűtése válhat szükségessé. A termék és a készülék tervezésénél figyelembe kell venni a jó hővezető képességet és a nagy hőtágulási együtthatót.
Külön figyelmet érdemel az oxidréteg és a hidrogén oldóképesség.
Oxidréteg
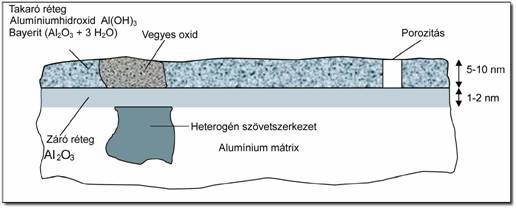
Az alumínium a szabad levegőn azonnal oxidréteget képez, amely lényegében amorf Al2O3 áll, ez két egymástól elkülöníthető rétegből tevődik össze, úgymint:
- egy megközelítően porozitás mentes amorf alumíniumoxid alap, vagy záró rétegből
- valamint egy porózus, víztartalmú, kevés, kristályos alumíniumhidroxidot és Bayeritet tartalmazó takaró rétegből.
Az oxidréteg vastagsága az idővel, a hőmérséklettel és a rendelkezésre álló oxigén mennyiséggel növekszik. Habár az oxidréteg nagyon tömör, az olvadáspontja ca. 2300 °C és az alumínium felületét védi a további korróziótól, mégis lehet porózus és nedvességet vehet fel. (2. ábra)
Az alumínium felületi állapota MIG és AWI hegesztésnél befolyásolja:
- az ívstabilitást (a stabil ívhez szükség van alumíniumoxid jelenlétére)
- az ív talppontjának a geometriáját
- az ívben való feszültségesés nagyságát és ezen keresztül az ívhosszat
- a varrat alakját
- a varrat szövetszerkezetét
- a folyamat reprodukálhatóságát, különösen gépesített hegesztésnél.
Mivel az oxidréteg vastagsága nanométer tartományba esik, és a gyakorlatban szinte nem mérhető, ha egy meghatározott rétegvastagságot akarunk a hegesztéshez biztosítani, nem marad más út, mint pácolással az oxidréteget teljes mértékben eltávolítani és meghatározott körülmények és az időtartam betartásával az állandó oxidvastagságot megcélozni.
Megjegyzendő továbbá, hogy az alumíniumoxid sűrűsége nagyobb, mint a vasoxidé. A vasoxid sűrűsége alacsonyabb, mint az acélé, ezért ömlesztő hegesztésnél az oxid a fürdő felületén úszik. Az alumíniumnál az alumínium-oxidok nehezebbek, elsüllyednek a fürdőben és oxidzárványokat képezhetnek.
Hidrogén oldódás
Az összes gáz közül az alumíniumban csak a hidrogén oldódik. Az oldóképesség a vasötvözetekkel összehasonlítva alacsony.
A hidrogén alumíniumban való oldódhatósága függ az ötvözettípustól, az ötvöző tartalomtól, és a hőmérséklettől. Az oldott mennyiséget meghatározza még továbbá a rendelkezésre álló hidrogén mennyisége, parciális nyomása. Az oldott gáz mennyiséget szokásosan ml/100 g fém egységben adják meg. (1013 mbar, 0 °C; 1 ppm=1,1124 ml/100g)
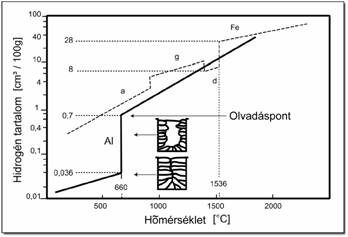
Mivel az alumínium hidrogén oldóképessége magasabb hőmérsékletről való lehűlés közben ca. 600 °C-nál ugrásszerűen (1:20) lecsökken a fürdő kikristályosodása alatt, ez gyakran porozitáshoz vezet. A színalumíniumnál a legerősebb pórusképződési hajlam, míg az ötvözeteknél fenti oldóképességi ugrás alacsonyabb, tehát természetesen a porozitás veszélye is kisebb.(3.ábra)
Ez a körülmény azt jelenti, hogy az alumínium inert védőgázas fogyóelektródás (MIG) hegesztésénél a pórusképződés szinte elkerülhetetlen. A porozitásnak negatív hatása van a kötések statikus és dinamikus szilárdságára és egyéb gondokat is jelenthetnek. Például a varrat mechanikus lemunkálásakor megjelenhetnek a felületen és az esztétikai hibán kívül csökkenthetik a fedő rétegek (pl. festékek) tapadását.
Átvételköteles termékeknél a porozitás veszélyességének a megítélése gondot jelenthet, vagy meghiusíthatja az átvételt.
Az alapvető megoldás a környezet hidrogén leadó képességét olyan alacsonyan tartani, amennyire csak lehetséges. Általában a hidrogéntartalom felső határa, amíg nem, vagy csak elvétve képződik porozitás 0,2 – 0,3 ml/100g. Ezt a határértéket a gyakorlatban gyakran jelentősen túllépik. A hidrogén felvétel forrásai az alapanyag, a hegesztőanyag, a védőgáz és az atmoszféra. Lehetőség szerint a tiszta raktározás és feldolgozás, a felületek megfelelő előkészítése és minden egyéb hidrogén forrás elkerülése erőteljesen ajánlott.
Felületkezelés a hegesztés előtt
A fentiekben leírt tulajdonságok miatt az alumínium védőgázos hegesztésénél az alap- és hegesztőanyagok felületkezelése kitüntetett jelentőséggel bír, sokkal inkább, mint az acéloknál. A kérdést, hogy hegesztés előtt a tisztítás szükséges-e, csak úgy lehet megválaszolni: ha minimális porozitással, nagyszilárdságú és állandó minőségű varratot szükséges készíteni, akkor egy alapos tisztítás egy kipróbált, meghatározott és reprodukálható eljárással okvetlen szükséges.
Alumínium hegesztőanyagra van szüksége?
Raktározás és kezelés
Alapanyag. A lemezeket és profilokat függőlegesen tároljuk, ne érjenek össze, közöttük légmozgás legyen. A raktár lehetőleg fűtött, állandó hőmérsékletű legyen. A kontrollált páratartalom ajánlatos.
Hegesztőanyag. A fűtött, állandó hőmérsékletű raktárnak, a kontrollált relatív páratartalomnak nagy jelentősége van. A hegesztés megkezdése előtt a hegesztőanyagot legalább 24 óráig az alapanyaggal egy térben, bontatlan csomagolásban kell tartani, hogy felvehesse a környezet hőmérsékletét. Természetesen portól és minden szennyeződéstől védjük.
Kondenzáció. A páratartalom és a hőmérséklet hatása a különböző évszakokban a gyártás körülményeit jelentősen megváltoztatja. Ahogy a hideg söröspohár felületén a nedvesség kondenzál, ez ugyanúgy az alumínium felületén is megtörténik. Mértékadó a levegő és a fém közötti hőmérséklet különbség és a relatív páratartalom. A 3. táblázatban a harmatpont a változó hőmérséklet különbségek és a hozzájuk tartozó relatív páratartalmak vannak felsorolva.
(Tlevegő – Tfém)° |
Relativ páratartalom |
(Tlevegő – Tfém)° |
Relativ páratartalom |
|---|---|---|---|
| °C | % | °C | % |
| 0 | 100 | 12 | 44< |
| 1 | 93 | 13 | 41 |
| 2 | 87 | 14 | 38 |
| 3 | 81 | 15 | 36 |
| 4 | 75 | 16 | 34 |
| 5* | 70* | 18 | 30 |
| 6 | 66 | 20 | 26 |
| 7 | 61 | 22 | 23 |
| 8 | 57 | 24 | 21 |
| 9 | 53 | 26 | 18 |
| 10 | 50 | 28 | 16 |
| 11 | 48 | 30 | 14 |
A bejelölt példa azt mutatja, hogy 70 %-os relatív páratartalom mellett már 5 °C-os hőmérséklet különbségnél megjelenik a nedvesség a fém felületén. Természetesen ez feltétlen kerülendő.
Varrat előkészítés
Plazmavágás. Figyelni kell a lehető legkoncentráltabb ívre és a kevés hőbevitelre. A 2XXX, a 6XXX és a 7XXX ötvözetcsoportoknál a hőhatásövezetben repedésképződés fordulhat elő, ezért a vágás után minimum 3 mm-t mechanikusan le kell munkálni. Az 1XXX, a 3XXX és az 5XXX ötvözetcsoportoknál további megmunkálás általában nem szükséges. Az ötvözetcsoportokat az EN 573-3 és -4 anyagszám szerint határozza meg, a fenti jelölések a csoportok első számjelét jelölik. Az elmondottak az egész csoportra vonatkoznak, ezért jelöltük a többi helyi értéket X-el.
Mechanikus megmunkálások. Az esztergálás, a marás és más forgácsoló műveletek természetesen a legalkalmasabb előkészítési módok, fel kell hívnunk a figyelmet, hogy kenő és hűtő anyagokat alkalmazni nem szabad.
Az alumínium alapanyagoknál csak rozsdamentes acélból készült drótkeféket szabad alkalmazni a szénacél zárványok elkerülése érdekében.
Kémiai tisztítás. A hegesztendő darabok pácolását lehetőleg röviddel az eljárás megkezdése előtt végezzük. A nagyobb költségek ellenére a pácolást előnyben kell részesíteni. A kémia tisztításoknál mindig figyelembe kell venni a biztonsági és egészségügyi előírásokat.
Az alumínium védőgázos hegesztése
Az alumínium ömlesztőhegesztéséhez legnagyobb mértékben a MIG hegesztést alkalmazzák, mellette még jelentős részarányt képvisel a tartály és készülékgyártásban és a 2 mm alatti lemez vastagságoknál az AWI hegesztés. A gyorsan fejlődő MIG impulzus technika, amely lehetővé teszi vékonyabb lemezek biztonságos feldolgozását is, egyre nagyobb jelentőséget kap a 2 mm alatti lemez tartományokban is. A MIG és AWI eljárásoknál argont, héliumot vagy ezek keverékét használják védőgázként.
Amíg a MIG hegesztés nagyon jól gépesíthető, automatizálható addig az AWI hegesztésnél ez csak feltételesen lehetséges. Fentiek és az alapvetően nagyobb leolvadási teljesítmény miatt a fogyó elektródás eljárás a jövőben egyre nagyobb jelentőséget kap.
Inert védőgázas fogyóelektródás ívhegesztés (MIG)
Hegesztőanyagok. Az egyes gyártók prospektusaikban megadják a legkülönbözőbb anyagokhoz alkalmazható hegesztőanyagokat. A hegesztőanyagok minősége közvetlen összefüggésben van a teljes kötés minőségével és a hegesztési eljárás biztonságával.
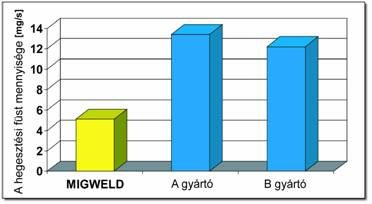
MIG hegesztés. Mint már korábban is említettük a siklási tulajdonságokat és a huzal felület tisztaságát egy zavarmentes huzalelőtolás érdekében össze kell hangolni, amit a MIG WELD optimálisan oldott meg. A stabil és reprodukálható ívgyújtási folyamat, a kis súrlódási ellenállás a tömlőkötegben és a minimális porozitást tartalmazó varrat mellett rendkívül fontos, hogy a huzalfelület tisztasága jelentősen alacsonyabb füstképződést okoz.
A 4.ábrán egy független intézet által végzett összehasonlító vizsgálatok eredményei látszanak AlSi5 (ML 4043) 1,2 mm átmérőjű huzallal végzett hegesztés esetén.
Huzalelőtolás
A védőgázos fogyóelektródás hegesztés huzalelőtoló rendszereit az acélhuzalok feldolgozására fejlesztették ki. Mivel a siklási és merevségi tulajdonságai az alumíniumnak sokkal rosszabbak az acélnál, számos speciális megoldást kellett az alumínium huzalok problémamentes előtolása érdekében kidolgozni. A 7 kilogrammos (B300, S300) tekercseknél általában még elegendő a huzal előtolása, nem szükséges a huzalt húzni is. Nagyobb kiszereléseknél, 18 kg-os, 40 kg-os tekercseknél, vagy 80 kg-os hordó esetén már Push-Pull, vagy a néhány éve kifejlesztett Push-Push rendszerű huzalelőtolás szükséges.
Ívgyújtás
Az alumíniumnak jelentősen nagyobb az elektromos vezetőképessége, mint az acélnak. Ezért nehéz egy rövidzárnál ellenállás hevítéssel (I2xR) elegendő meleget elérni a huzalvégen, hogy a védőgázt ionizálni és az ívet gyújtani tudjuk. Továbbá a felületen van egy kemény, szigetelő oxidréteg, amelyet a rövidzár előtt fel kell törni. A hagyományos védőgázos ívhegesztő berendezéseknél az ívgyújtás problémáját egy speciális fojtótekerccsel sikerült többé-kevésbé megoldani. Az elektronikusan vezérelt áramforrásoknál lehetőség nyílott a rövidzárban a gyújtó áram elegendően gyors felfutását engedni, és a gyújtás után hirtelen a hegesztéshez beállított paraméter értékre visszavezérelni.
Néhány éve rendelkezésre áll egy huzal visszahúzással vezérelt ívgyújtási eljárás. Ennél a módszernél a huzal lassan megközelíti a munkadarabot, amíg rövidzár keletkezik. Ezután a huzalt néhány milliméterre visszahúzzuk és így egy kisteljesítményű ívgyújtás keletkezik, majd nagyon gyorsan a hegesztéshez beállított áramerősségű ívet hoz létre a vezérlés. Így létrejön egy fröcskölés mentes és nagyon gyors ívgyújtás. A pontos huzalmozgatás biztosítására ennél az eljárásnál az előtoló motort közvetlenül a pisztolyhoz kell vinni, ami egy nagyméretű, nehéz pisztolyt eredményez. Emiatt ez a módszer csak gépesített megoldásoknál jöhet szóba.
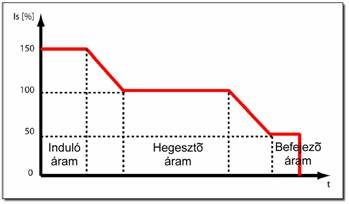
Varrat kezdése és befejezése
Az alumínium nagy hővezető képessége miatt nagyon nehéz elegendő meleget a gyújtás után az alapanyag megfelelő felolvasztásához a varratkezdéshez vezetni. Továbbá a hegesztés folyamán a hő olyan mértékben vezetődik a munkadarabban, hogy a varrat végénél kedvezőtlen körülmények alakulnak ki a végkráter feltöltéshez. Erre a célra a hegesztőgép gyártók egy a 5. ábrán látható áramlefutási program beállítását tették lehetővé gépeiken, ahol a varrat elején nagyobb, a varrat végén kisebb ívteljesítmény állítható be. Ez tényleges javuláshoz vezet, jóllehet a kezdések kötéshibáit, a porozitások előfordulását és a végkráter repedéseket biztonsággal elkerülni nehéz. Ennek oka az is, hogy a védőgázos fogyóelektródás hegesztésnél a nagyobb ívteljesítmény nagyobb huzalelőtolási sebességgel, több leolvadó fémmel, míg a varratvégnél a csökkentett teljesítmény kisebb huzalmennyiséggel jár együtt. Pedig pontosan ellentétes folyamat lenne szükséges.
Fentiek miatt, ha lehetséges a következő megoldások ajánlhatók:
- kifutólemezek alkalmazása
- a gyújtás és befejezés az alapanyagon
- előmelegítés
- hűtött készülékek használata
Fekete lecsapódás a varraton és környezetén
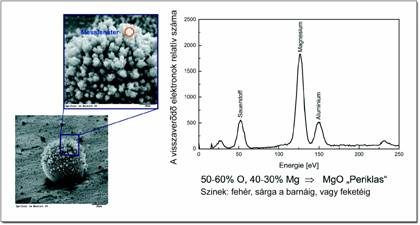
Nagyon sok felhasználási területen (pl. vegy- és élelmiszeriparban, létráknál, állványoknál, stb.) zavaró a varrat környezetét érintő fekete lecsapódás. Bár viszonylag könnyű kefével való eltávolításuk, de ez is egy további munkafázis és nehezen megközelíthető helyeken csak kézzel végezhető.
Ez a réteg a magnéziumoxid elgőzölgéséből és a felületre csapódásából képződik. A magnézium az alumíniumnak egy fontos szilárdságnövelő ötvözője. A magnéziumoxid leginkább fehér formájában ismert. Egy elektronmikroszkópos vizsgálat azonban kétséget kizáróan bizonyította, hogy a MgO a fehér szín mellett a szürkén, sárgán és barnán keresztül egészen a feketéig előfordulhat.
A következő lehetőségek állnak rendelkezésre a MgO képződés csökkentésére:
- csökkenteni a huzal Mg tartalmát, vagy magnézium mentes huzalt használni (AlMg3, AlSi5)
- optimalizálni az impulzus paramétereket a kevés fémgőz képződés érdekében
- kerülni a nehezen hozzáférhető varrathelyeket és az ebből következő kedvezőtlen pisztoly helyzeteket
- biztos takarás védőgázzal, megelőzendő az oxigén bekerültét az ív környezetébe
AWI hegesztés
Az értelemszerűen az AWI hegesztésre is érvényes szempontokon túl, figyelembe kell vennünk néhány specifikus szabályt is. Tartsuk zárva a pálcák dobozát és mindig csak annyi pálcát vegyünk elő, amennyit használunk. Közvetlenül a felhasználás előtt töröljük át a pálcát egy rozsdamentes acélszövettel. Csupasz kézzel ne fogjuk meg a hegesztőanyagot, hanem használjunk tiszta, száraz, zsírmentes kesztyűt. Fontos, hogy a pálca vége hegesztés közben és a befejezéskor mindaddig a védőgáz alatt maradjon, amíg elegendően vissza nem hűl, megakadályozva ezzel a nagymértékű oxidációt.
E rövid figyelemfelkeltés célja az volt, hogy felhívjuk figyelmüket az alumínium hegesztésének sajátosságaira, buktatóira és a jelentős eltérésekre az acél hegesztéséhez képest.
Örömmel és készséggel állunk rendelkezésükre – a MIG WELD szakembereivel együtt – a felmerülő hegesztéssel kapcsolatos kérdéseik / problémáik megoldásában.
HEGESZTŐANYAGOK
ALUMÍNIUM ÖTVÖZETEK HEGESZTÉSÉHEZ
LETÖLTHETŐ KATALÓGUSOK
ALUMÍNIUM ÖTVÖZETEK HEGESZTÉSÉHEZ

PÁLYÁZATI TÁMOGATÁS
